
PRODUCT OVERVIEW
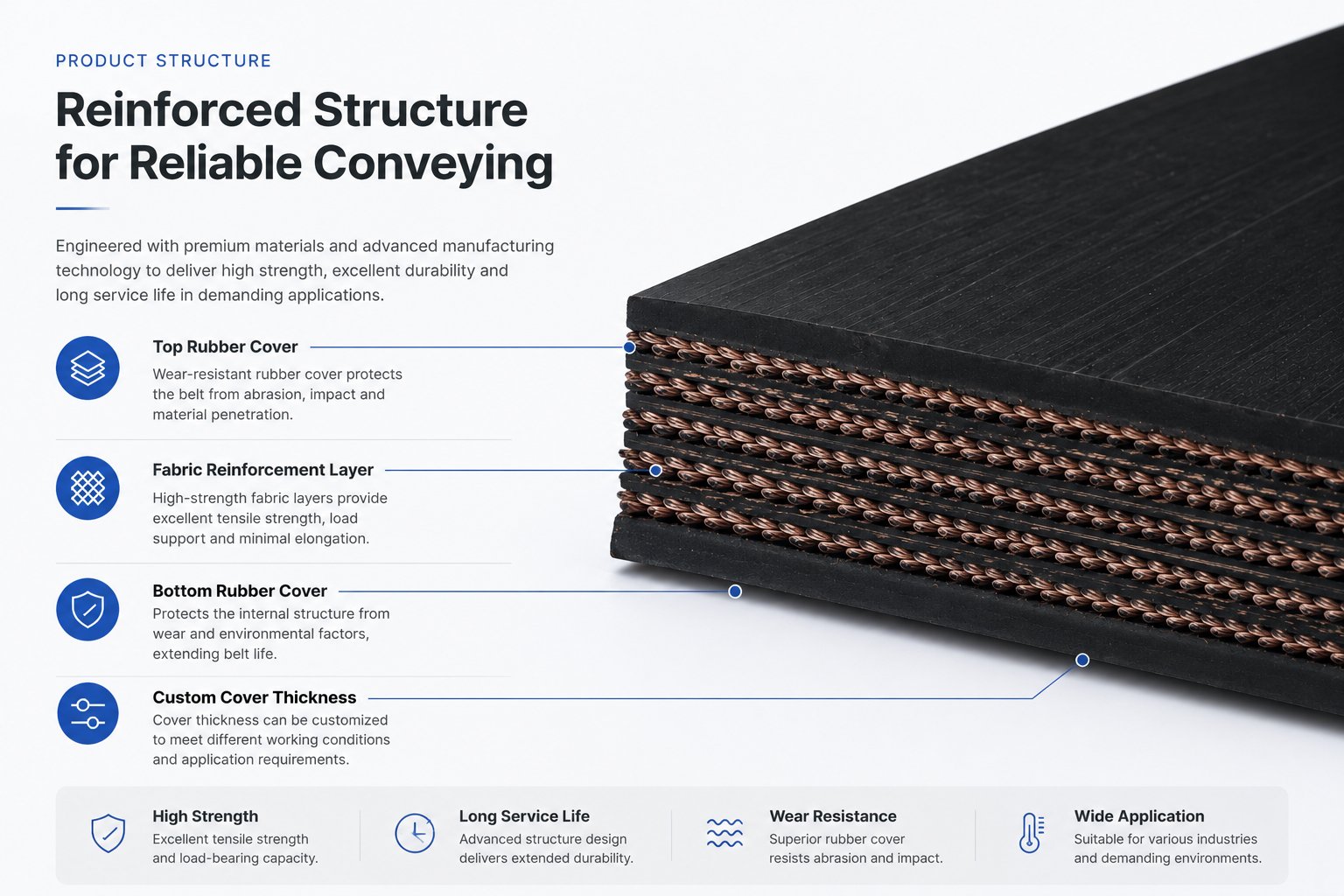
Engineered for Reliable Material Handling
Designed for durability, stability and long-term industrial operation, rubber conveyor belts provide efficient conveying performance across demanding bulk material handling environments.

KEY ADVANTAGES
Wear Resistance
Durable rubber cover designed for abrasive materials and demanding industrial conditions.
Stable Operation
Engineered for smooth conveying performance in continuous industrial operations.
High Tensile Strength
Reinforced belt structuresupports heavy loads andreliable conveying performance.
Long Service Life
High-quality materials help reduce maintenance and extend operating lifespan.
APPLICATION AREAS
Designed for Demanding Industrial Environments
Reliable conveying performance across mining, quarry, cementand bulk material handling operations.

Mining

Quarry & Aggregate

Cement Plant

Bulk Material Handling
TECHNICAL SPECIFICATIONS
Engineered for Industrial Conveying Requirements
Available in various tensile strengths, cover grades andbelt structures for different industrial applications.

Reliable Performance
High-strength construction ensures stableoperation and long service life.
Wide Temperature Range
Performs reliably in a broad range ofworking environments.
Custom Solutions
Multiple specifications and configurationsavailable to meet diverse application needs.
| Item | Specification |
| Belt Width | 300-2400 mm |
| Fabric Type | EP/NN/CC |
| Tensile Strength | EP100 – EP500 |
| Top Cover Thickness | 1.5 – 10 mm |
| Bottom Cover Thickness | 1.5 -6 mm |
| Temperature Range | -20°Cto 80°C |
| Standard Length | Up to 400 m |
| Splice Type | Hot Vulcanized / Mechanical Fastener |
| Application | Bulk Material Handling |
| Standards | ISO 14890/ DIN 22102/AS 1332 |
Need a Reliable Conveyor Belt Solution?
Contact our team for product selection,technical support and quotation.